ALTERNATIVE BEZEICHNUNG: X40CrMoV5-1 AISI H13
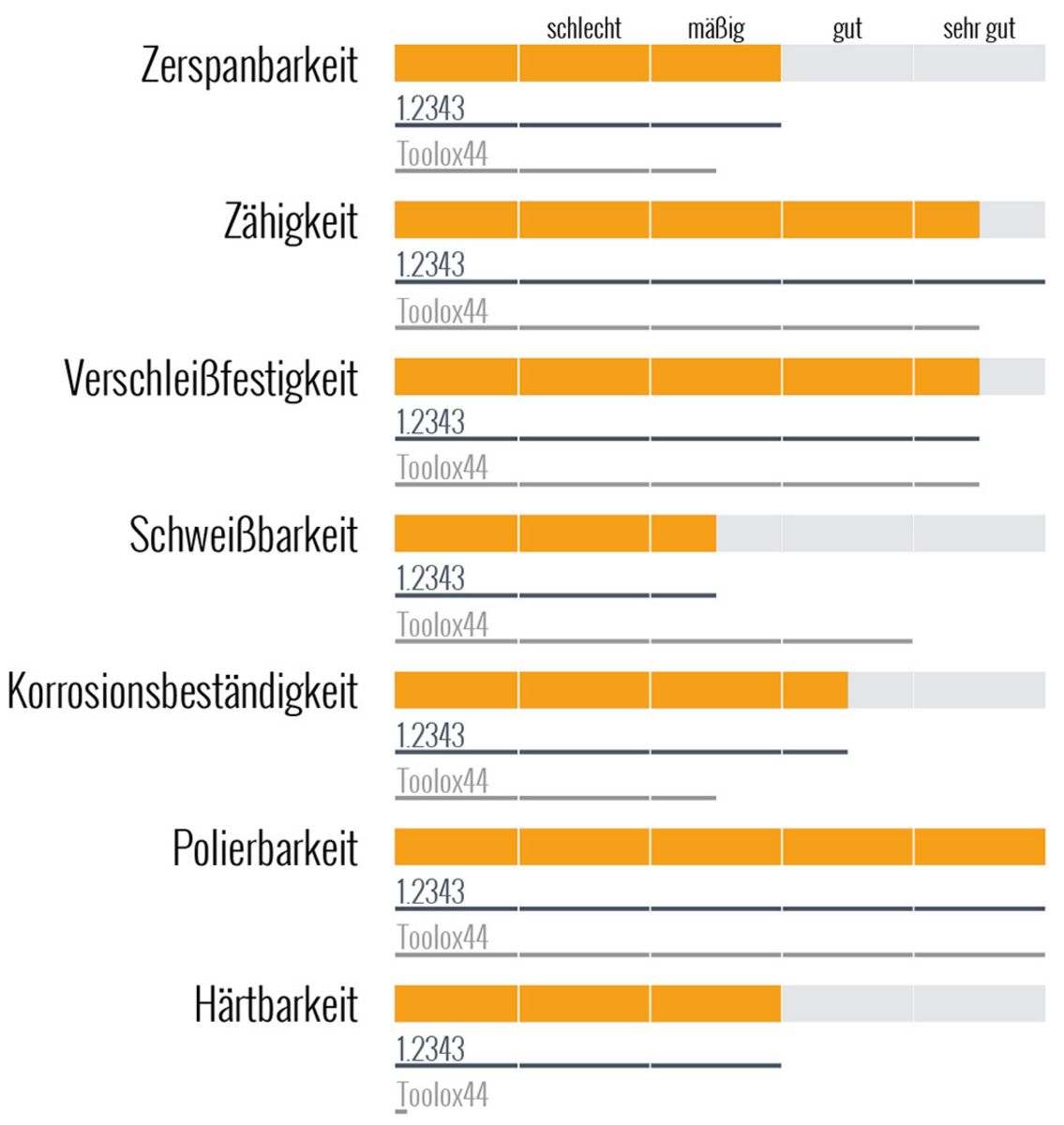
1.2344 (X100CrMoV5-1) ist ein Werkzeugstahl bzw. Warmarbeitsstahl der verwendet wird für Formplatten, Presswerkzeuge und Konstruktionsteile. Der Stahl ist mäßig bis gut zerspanbar. 1.2344 hat eine sehr hohe Zähigkeit und ist sehr verschleißfest. Das Material X40CrMoV5-1 ist mäßig schweißbar und hat eine gute Korrosionsbeständigkeit. Der Werkstoff 1.2344 lässt sich sehr gut polieren (max.). Die Härtbarkeit des Werkstoffs 1.2344 ist mittelmäßig.
1.2344 bzw. X40CrMoV5-1 hat eine Zugfestigkeit von 770 (1400 - 1700 vergütet).
Er wird im weichgeglühten Zustand mit einer Lieferzugfestigkeit von 770 N/mm2 und einer Härte von 230 HB geliefert.
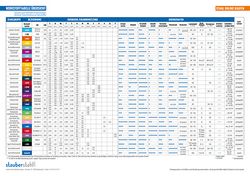
Alle Werkstoffe inkl. alternativer Bezeichnungen, Stahlgruppe, Eigenschaften und chemischer Zusammensetzung in der Übersicht!
Zähigkeit, Polierbarkeit, Bruchdehnung?
Was bedeuted das eigentlich?
| min. / mindestens | max. / maximal | |
| C (Kohlenstoff) | 0,35 | 0,42 |
| Si (Silicium) | 0,80 | 1,20 |
| Mn (Mangan) | 0,25 | 0,50 |
| Cr (Chrom) | 4,80 | 5,50 |
| Mo (Molybdän) | 1,20 | 1,50 |
| S (Schwefel) | 0,020 | |
| P (Phosphor) | 0,030 | |
| Ni (Nickel) | ||
| V (Vanadium) | 0,85 | 1,15 |
| W (Wolfram) | ||
| N (Stickstoff) | ||
| Cu (Kupfer) | ||
| Ti (Titan) |
| Lieferhärte | 230 HB | |
| Lieferzustand | weichgeglüht | |
| Zugfestigkeit Rm [N/mm2] | 770 (1400 - 1770 vergütet) | |
| Bruchdehnung A5 [%] | 10 - 15 vergütet 20 - 25 weichgeglüht | |
| Streckgrenze Rp0,2 [N/mm2] | 1200 - 1300 (vergütet) | |
| weichglühen | 750 - 780 °C | 4-5 h Ofenabkühlung |
| spannungsarm glühen | 600 - 650 °C | 1-3 h Abkühlung im Ofen |
| härten | 1010 - 1030 °C | Öl, abschrecken |
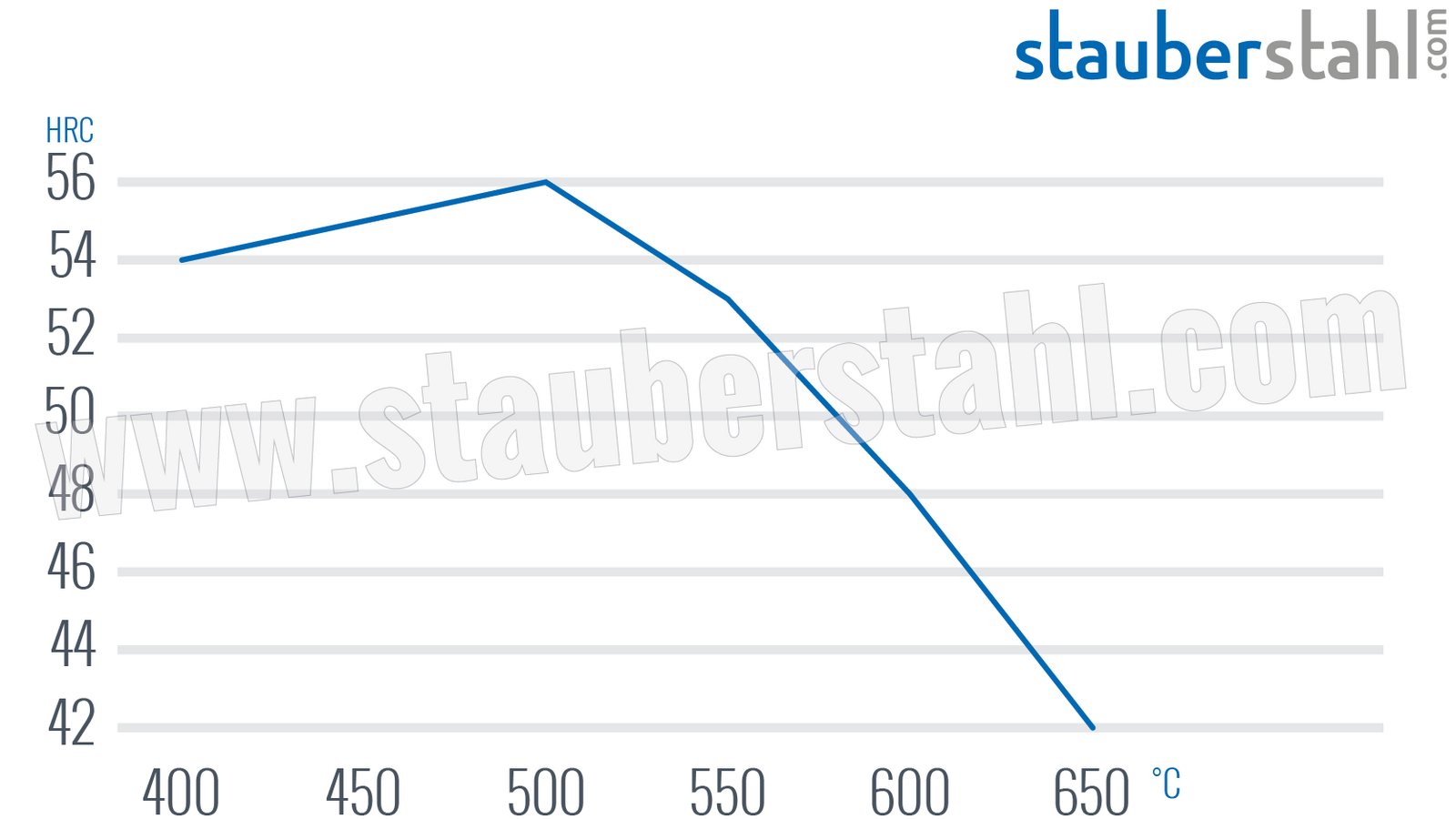
| anlassen | vgl. Anlassschaubild | |
| Dichte | 7,78 kg/dm3 | |
| Wärmeleitfähigkeit (20°C) | 26 W/m • K | |
| Elastizitätsmodul | 215 kN/mm2 | |
| spezifische Wärme | 460 J/kg • K | |
| spezifischer elektr. Widerstand | 0,52 Ω·mm2/m | |
| 200 °C | 52 ± 1 HRC |
| 300 °C | 52 ± 1 HRC |
| 400 °C | 54 ± 1 HRC |
| 500 °C | 56 ± 1 HRC |
| 600 °C | 48 ± 1 HRC |
Anfrage für 1.2344 1.2344 im Online Shop kaufen
In unserem Online-Shop finden Sie Standardabmessungen in 25 Werkstoffen und über 13000 Abmessungen inkl. MwSt. und Versand. Alle Preise auf einen Blick. Immer 2% Online-Rabatt und Lieferung frei Haus ab 250€.
Flachstahl, Präzisionsflachstahl, Stahlplatten, Stahl flach oder Werkzeugstahl - wir sägen, schleifen, fräsen und bearbeiten mit engsten Toleranzen gern auf die gewünschte Länge. Bei uns können Sie Stahl und Rohstahl inkl. Versand kaufen! Ganze Platten, Blech oder Zuschnitt? Wir liefern alle Teile!
1.2344 ein Warmarbeitsstahl mit bewusst niedrig gehaltenem Kohlenstoffgehalt von ca. 0,35-0,42%, der sich aufgrud des niedrigen C-Gehalts gut härten lässt. Ein hoher Kohlenstoffgehalt würde Sprödigkeit bei Temperaturwechseln bedeuten. Er ist zudem auch gut erodierbar und nitrierbar.
Mehr Infos zum Oberflächenhärten und mehr Infos zum Erodieren
1.2344 ist aufgrund des leicht höheren Chromgehalts von 4,8 - 5,5% ähnlich korrosionsbeständig wie der Werkstoff 1.2343.
1.2344 ist ideal geeignet für Formwerkzeuge, Konstruktionsteile, Druckgießwerkzeuge, Strangpresswerkzeuge.
Nicht so gut geeignet ist 1.2344 für Anwendungen wo maximale Zähigkeit wichtiger ist als Warmfestigkeit – da ist der 1.2343 besser.
| 1.2343 | 1.2344 | 1.7225 | Toolox33 | Toolox44 | |
| Härte im Lieferzustand | weichgeglüht, ca. 22 HRC | weichgeglüht, ca. 22 HRC | weichgeglüht, ca. 25 HRC | vergütet, 28 - 33 HRC | vergütet, 44 - 45 HRC |
| erreichbare Härte (nach Wärmebehandlung) | 42 - 52 HRC | 42 - 52 HRC | 28 - 58 HRC | nicht vorgesehen | nicht vorgesehen |
| Kerbschlagarbeit | ca. 10 - 15 J (bei 48 - 50 HRC) | ca. 10-15 J (bei 48 - 50 HRC) | ca. 8 - 15 J (bei 50-58 HRC) ca. 15 - 40 J (bei 28 - 45 HRC) | ca. 35 J (bei 33 HRC) | ca. 13 - 18 J (bei 44 HRC |
| Streckgrenze | Lieferstreckgrenze: ca. 425 N/mm² vergütet: 1100 - 1200 N/mm² | vergütet: 1200 - 1300 N/mm² | Lieferstreckgrenze: ca. 550 N/mm² | 700 - 900 N/mm² | 1150 - 1300 N/mm² |
| Bruchdehnung | 12 - 16 % (vergütet) 22 - 28 % (weichgeglüht) | 10 - 15 % (vergütet) 20 - 25 % (weichgeglüht) | 10 - 13 % (vergütet) | 10 - 16 % | 8 - 13 % |
| Zugfestigkeit | Lieferzugfestigkeit: 720 N/mm² vergütet: 1350 - 1600 N/mm² | Lieferzugefestigkeit: 770 N/mm² vergütet: 1400 - 1700 N/mm² | Lieferzugfestigkeit: 720 N/mm² vergütet: 800 - 1300 N/mm² | 800 - 980 N/mm² | ca. 1300 - 1450 N/mm² |
| Härtbarkeit | ••••• | ••••• | ••••• | vorvergütet | vorvergütet |
| Zerspanbarkeit | ••••• | ••••• | ••••• | ••••• | ••••• |
| Polierbarkeit | ••••• | ••••• | ••••• | ••••• | ••••• |
| Schweißbarkeit | ••••• | ••••• | ••••• | ••••• | ••••• |
| Zähigkeit | ••••• | ••••• | ••••• | ••••• | ••••• |
| Verschleißfestigkeit | ••••• | ••••• | ••••• | ••••• | ••••• |
| Korrosionsbeständigkeit | ••••• | ••••• | ••••• | ••••• | ••••• |
| Ätzbarkeit | sehr gut gleichmäßigere Mikrostruktur, daher homogeneres Ätzbild | sehr gut gleichmäßigere Mikrostruktur, daher homogeneres Ätzbild | gut vorherige Vergütung für feine Muster = gleichmäßiger, Ätztiefe u. -qualität hängt vom Wärmebehandlungszustand ab | sehr gut gleichmäßiges Ätzbild durch kontrollier- te Herstellung und Wärmebehandlung | sehr gut durch feinere Karbidverteilung etwas detaillierteres Ätzbild möglich |
| Erodierbarkeit | möglich | möglich | möglich | möglich | möglich |
| Nitrierbarkeit | sehr gut Nitrierschicht: 0,2 - 0,4 mm Oberflächenhärte: 900 - 1050 HV • eignet sich gut für kombinierte Be- handlung (Härten + Nitrieren), ähnlich wie 1.2344 | sehr gut Nitrierschicht: 0,2 - 0,4 mm Oberflächenhärte: 950 - 1100 HV • wird oft mit einer sehr dünnen weißen Schicht (Verbindungsschicht) oder ohne weiße Schicht nitriert, um die Warmrissbildung zu minimieren | sehr gut Nitrierschicht: 0,2 - 0,6 mm Oberflächenhärte: 650 - 800 HV • aufgrund des höheren Chromgehalts bildet sich eine stabile Nitrierzone • vorteilhaft = Kombination aus zähem Kern nach Vergütung und harter, ver- schleißfester Oberfläche nach Nitrieren | sehr gut Nitrierschicht: 0,1 - 0,3 mm Oberflächenhärte: 900 - 1000 HV | hervorragemd Nitrierschicht: 0,05 - 0,2 mm Oberflächenhärte: 1000 - 1200 HV |
| typ. Anwendungen | Warmumformwerkzeuge, Druckgussformen Druckgussformen (Aluminium, Zink, Messing), Druckgießwerkzeuge, Warmumformwerkzeuge, Schmiedegesenke, Extrusionswerkzeuge, Warmschneidmesser, Werkzeuge mit hoher thermischer Beanspruchung Idealer Einsatz bei hohen Betriebstemperaturen (> 400 °C) | Maschinenbau, Fahrzeugbau, mittlere bis stark belastete Bauteile, Achsen, Wellen & Zahnräder | Präzisionswerkzeuge, hochwertige Kunststoffformen, Anwendungen mit hohen Oberflächenanforderungen, Kunststoffformen, Komponenten im Ma- schinenbau, Formplatten und -rahmen, Idealtemperatur bis ca. 350 °C | Verschleißteile, Präzisionskompo- nenten, Anwendungen mit extremen Anforderungen , hochbelastbare Werk- zeuge und Komponenten, Schneid- und Stanzwerkzeuge Idealtemperatur bis ca. 400 °C | |
| Besonderheit | überlegene Beständigkeit gegen Temperaturwechsel, bessere Heißfestigkeit und Anlassbeständigkeit, geringere Wärmeleitfähigkeit als Toolox | gute Kombination aus Festigkeit und Zähigkeit, weit verbreitet und kosten- günstig, muss wärmebehandelt werden | bessere Zähigkeit bei vergleichbarer Härte, böhere Reinheit und bessere Polierbarkeit, bessere Beständigkeit gegen Verzug, bessere Schweißbarkeit, höhere Wärmeleitfähigkeit, bessere Oberflächenqualität im Lieferzustand | ||
Da die Werte je nach Verarbeitung variieren können, sind die genannten Werte lediglich Richtwerte und ohne Garantie.