Thermochemische Verfahren bzw. Oberflächenhärteverfahren sind Wärmebehandlungen, bei denen gezielt chemische Elemente wie Kohlenstoff oder Stickstoff bei erhöhter Temperatur in die Randschicht von Werkstoffen eindiffundieret werden mit dem Ziel Eigenschaften in (normalerweise eher kostengünstigen) Werkstoffen zu erhalten, die sich üblicherweise ausschließen, wie hohe Härte und hohe Zähigkeit.
Das grundsätzliche Problem: Harter Stahl (hoher Kohlenstoffgehalt) ist oft verschleißfest, dafür spröde und bruchanfällig. Zähe Stähle (wenig Kohlenstoff), sind zwar bruchsicherer, aber dafür weich und verschleißen schneller. Viele Bauteile benötigen aber dennoch beide Eigenschaften, eine harte Oberfläche für höheren Verschleißschutz und einen zähen Kern für höhere Bruchsicherheit. Zu den wichtigsten Verfahren gehören Einsatzhärten, Nitrieren, Carbonitrieren und Nitrocarburieren - die Wahl hängt von den gewünschten Eigenschaften, der erforderlichen Einhärtetiefe und der Bauteilbelastung ab.
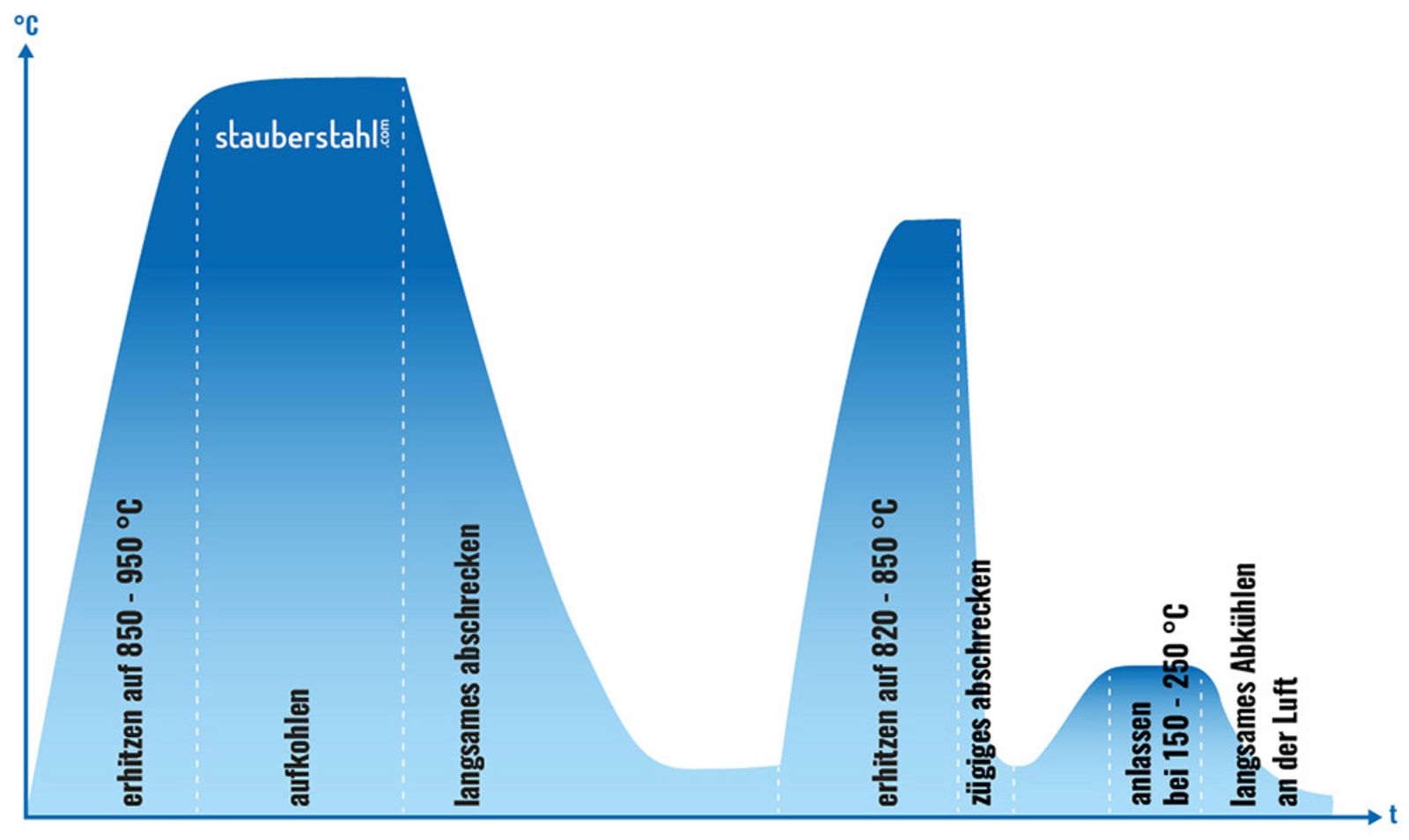
Beim Einsatzhärten wird Kohlenstoff bei Temperaturen zwischen 880 - 950 °C in die Randschicht kohlenstoffarmer (0, 1 - 0,2 %) Stähle diffundiert, wodurch der Kohlenstoffgehalt dort auf 0,7 - 1,0 % erhöht wird. Nach der Aufkohlung wird das Bauteil abgeschreckt, dadurch wird die kohlenstoffreiche Randschicht des Stahls zu hartem Martensit umgewandelt während der Kern weich und zäh bleibt. Das Verfahren ermöglicht relativ große Einhärtetiefen von bis zu 3 mm.
Der Vorteil ist klar: Hohe Härte. Es entstehen sehr harte, verschleißfeste Randschichten bei gleichzeitig hoher Kernzähigkeit. Zudem erlauben Einhärtetiefen von bis zu 3 mm eine hohe Belastungs- und Ermüdungsfestigkeit. Gleichzeitig bietet die Kombination aus zähem Kern und dicker harter Randschicht eine sehr hohe Schlagfestigkeit wie kaum ein anderes Verfahren. Der Nachteil ist die Behandlungszeit von bis zu 20 Stunden bei gleichzeitig sehr hohen Temperaturen. Das macht es sehr energieintensiv und somit relativ teuer. Zudem ist der Verzug durch die hohen Temperaturen und das Abschrecken höher als bei Verfahren mit geringerer Behandlungstemperatur oder weitere Härteverfahren. Dadurch ist oft eine meist aufwändige Nachbearbeitung (Schleifen, Härten) nötig.
Einsatzhärten ist optimal geeignet für stark belastetes Werkzeug oder Maschinenteile wie Zahnräder oder Wellen oder, aufgrund der großen Einhärtetiefe, für Bauteile die eine enorme Tragfähigkeit und Ermüdungsfestigkeit benötigen. Für sehr dicke oder sehr dünne Bauteile ist das Einsatzhärten jedoch weniger geeignet und auch bei Präzisionsteilen sollte aufgrund der dennoch vorhandenen Verzugsgefahr eine andere Methoden oder Werkstoffe gewählt werden.
Perfekt geeignet zum Einsatzhärten ist der Einsatzstahl 1.7131 (16MnCr5) bzw. generell kohlenstoffarmer Stahl bzw. schwach legiert.
Hochlegierte Stähle sind nicht zum Einsatzhärten, da Legierungselemente wie Chrom, Molybdän, Vanadium oder Wolfram stabile Karbide bilden und die Kohlenstoffdiffusion deutlich verlangsamt bzw. abgefangen wird. Zudem haben hochlegierte Stähle oft bereits zwischen 0,3 und 1,5 % Kohlenstoff und eine erneute Aufkohlung würde zu Überkohlung und somit zu Sprödigkeit und Rissbildung beim Abschrecken führen. Ganz davon abgesehen, dass hochlegierte Stähle bzw. Werkzeugstähle ohnehin bereits teurer sind und der Stahl durch die Legierungselemente oft bereits die gewünschten Eigenschaften besitzt.
Anders als beim Einsatzhärten verhält es sich beim Nitrieren von Stahl. Hier wird nicht Kohlenstoff eindiffundiert sondern Stickstoff mit dem Ziel eine extrem harte dünne Randschicht zu erhalten bei gleichzeitig unverändertem Grundwerkstoff. Beim Nitrieren wird ein Werkstück oder Bauteil in eine stickstoffhaltige Atmosphäre eingetaucht und erhitzt auf i.d.R. 500 - 580° C, also deutlich niedrigere Temperaturen als beim Einsatzhärten. Dabei wandert der Stickstoff in die Oberfläche des Werkstoffs und bildet dort Nitridverbindungen, was die Oberfläche anschließend äußerst verschleißfest macht. Nach dem Nitrieren ist der Prozess abgeschlossen - es braucht keine weitere Härtebehandlung oder ein Abschrecken wie beim Einsatzhärten. Es gibt verschiedene Verfahren des Nitrierens, die sich je „Eintauch“medium, Temperatur, und Dauer des Prozesses unterscheiden, wie das Gasnitrieren, Salzbadnitrieren, Plasmanitrieren oder Pulvernitrieren.
Vorteile beim Nitrieren sind die niedrigen Behandlungstemperaturen, dadurch verzieht sich das Material noch weniger. Zudem erreicht man mit dem Nitrieren eine extrem hohe Härte (mit einem soften Übergang in den zähen Kern) und eine sehr hevorragende Verschleißfestigkeit, sowie Korrosionsbeständigkeit. Es muss auch nicht einem weiteren Abschreckprozess unterzogen werden - die Härte entsteht bereits während des Nitrierens selbst. Zudem bleibt auch, wie beim Einsatzhärten, der zähe Kern des Materials erhalten.
Nachteile sind die zum Teil langen Prozesszeiten von bis zu 100 Stunden und die damit verbundenen höheren Behandlungskosten (lange Ofenzeiten = hohe Energiekosten). Auch die geringere Härtetiefe von maximal 0,8 mm (Einsatzhärten bis zu 3 mm) macht das Verfahren nicht für jede Anwendung sinnvoll. Zudem funktioniert diese Behandlungsmethode nicht bei jedem Werkstoff - es sollten Stähle bzw. Werkzeugstähle sein, die legiert sind. Diese sind oft in der Anschaffungs bereits etwas teurer. Nitrierte Oberflächen lassen sich gut nachbearbeiten und die nitrierte Schichte kann spröde werden und abplatzen - eine Reparatur ist jedoch nicht möglich. Auch sind die Anschaffungskosten für spezielle Nitrieranlagen höher.
Nitrieren ist hervorragend geeignet für bereits bearbeitete Präzisionsteile oder Werkzeug, die eine hohe Lebensdauer, Ermüdungbeständigkeit, Verschleißfestigkeit und Härte benötigen, bei gleichzeitig geringer Nachbearbeitung, wie beispielsweise für Zahnräder oder Kurbelwellen oder im Allgemeinen Maschinenbauteile.
Perfekt zum Nitrieren geeignet ist der legierte Vergütungsstahl 42CrMo4 bzw. 1.7225.
Einen Mix aus beidem erhält man beim Carbonnitrieren. Bei diesem Verfahren diffundieren sowohl Kohlenstoff als auch Stickstoff gleichzeitig in die Randschicht des Stahls ein, typischerweise bei Temperaturen um 850 °C in einer Gasatmosphäre. Die Kohlenstoffanreicherung ermöglicht, wie beim Einsatzhärten auch, eine hohe Härte durch die Bildung von Martensit beim Abschrecken, während der Stickstoff zusätzlich die Anlassbeständigkeit und Verschleißfestigkeit erhöht.
Es kombiniert die Vorteile beider Verfahren: Man erhält eine harte, verschleißfeste Randschicht mit guter Tragfähigkeit (durch den Kohlenstoff) und gleichzeitig verbesserte Dauerfestigkeit bzw. Ermüdungsfestigkeit mit geringeren Verzug (durch den Stickstoff). Das Carbonnitrieren ist auch wirtschaftlich betrachtet attraktiv (wenn man die Kosten für die etwas aufwändigere Anlage außen vor lässt): Es können günstige Grundwerkstoffe mit einem niedrigen Kohlenstoffgehalt verwendet werden, da der Kohlenstoff im Laufe des Prozesses eingebracht wird. Zudem liegen die Prozesszeiten, je nach Einhärtetiefe, oft bei nur 1 - 3h. Das reduziert die Energiekosten und ermöglicht höheren Durchsatzraten, was es speziell für die Massenproduktion dünner Teile interessant macht. Und der geringe Verzug reduziert den Aufwand für eine aufwändige Nachbearbeitung.
Nachteil ist, dass die Kosten für eine solche Anlage höher sind. Auch erfordert die Prozessführung eine präzise Atmosphärenkontrolle, was die Anwendung anspruchsvoller macht und die erreichbare Einhärtetiefe ist mit 0,1 - 0,75 mm deutlich geringer als beim Einsatzhärten, wodurch das Verfahren für hochbelastete Werkzeuge oder sehr dicke Bauteile mit großen Härtungstiefen ungeeignet ist. Zudem weisen dünnere Randschichten eher eine erhöhte Sprödigkeit auf.
Perfekt geeignet zum Carbonnitrieren sind niedrig legierte Einsatzstähle wie der 1.7131 (16MnCr5).
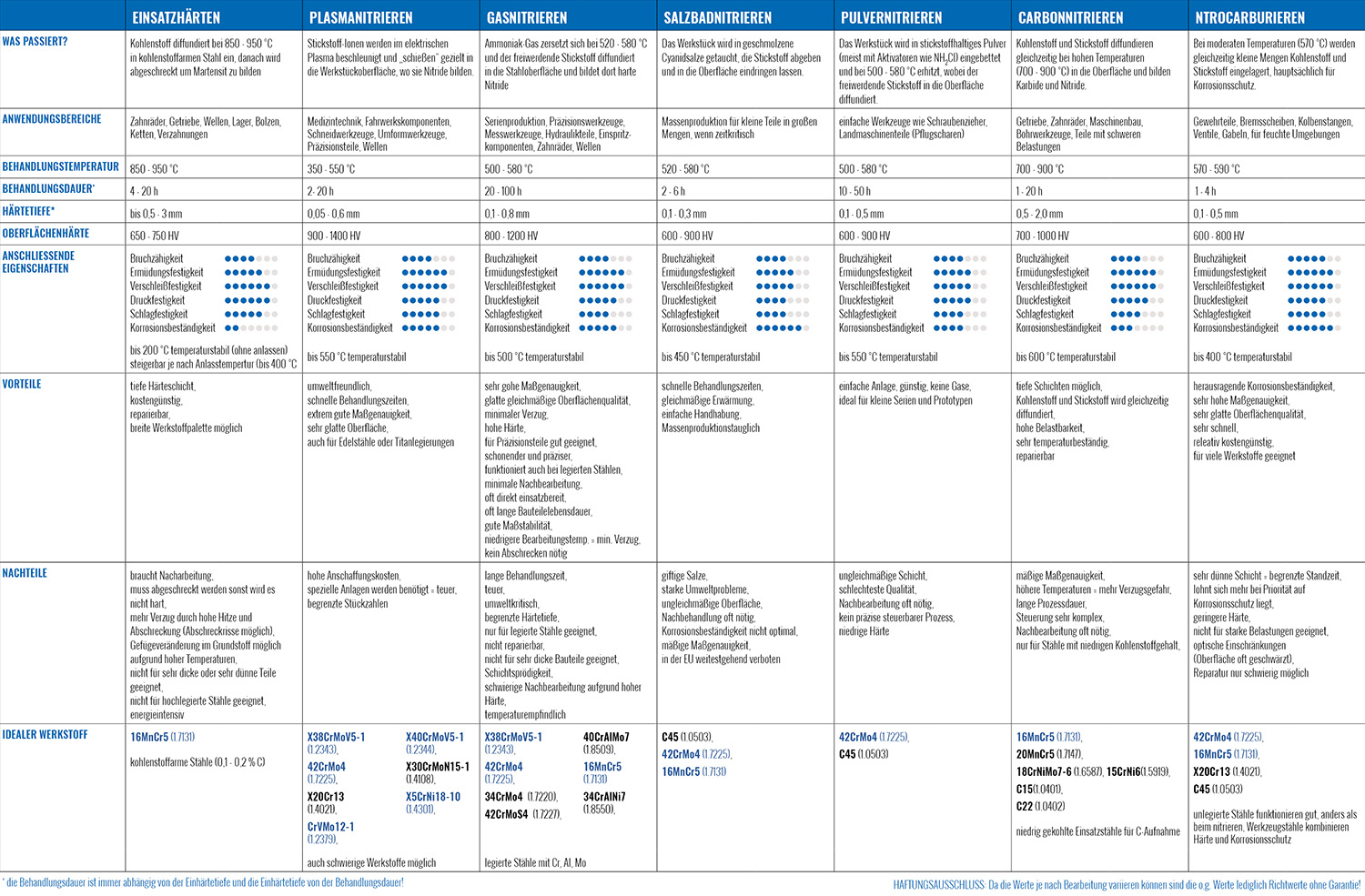
Beim Nitrocarburieren werden möglichst unlegierte Werkzeugstähle bzw. Bauteile bei 570 - 590 °C in einer Salzbad- oder Gasatmosphäre (mit Ammoniak und Kohlenstoff-abgebenden Gasen) behandelt.
Die niedrige Temperatur liegt jedoch unterhalb der Austenitisierungstemperatur, weshalb keine Gefügeumwandlung stattfindet und kein Abschrecken nötig ist.
Dabei entsteht eine extrem dünne Verbindungsschicht aus Eisennitriden direkt an der Oberfläche. Darunter folgt eine 0,1 - 0,5 mm tiefe Diffusionsschicht mit gelöstem Stickstoff. Die Verbindungsschicht ist extrem hart und sehr korrosionsbeständig, während die Diffusionsschicht für eine erhöhte Dauerfestigkeit sorgt.
Der Vorteil liegt aufgrund der niedrigen Behandlungstemperatur im geringen Verzug - das macht eine Nachbearbeitung nahezu überflüssig. Zudem ist die Korrosionsbeständig ist deutlich besser als beim Nitrieren oder Einsatzhärten. Nachteil ist allerdings, dass diese korrosionsbeständige Schicht sehr dünn ist und bei bei Stößen und starker Belastung abplatzen oder spröde werden kann.
Nitrocarburieren eignet sich somit besonders für Präzisionsteile und Werkzeug mit Fokus auf Korrosionsschutz bzw. Verschleißschutz ohne extreme Belastungen.
Und auch hier sind die idealen Werkstoffe der Einsatzstahl 1.7131 (16MnCr5) bzw. der Vergütungsstahl 1.7225 (42CrMo4)
In unserem Online-Shop finden Sie Standardabmessungen in 25 Werkstoffen und über 13000 Abmessungen inkl. MwSt. und Versand, u.a. auch 1.2312, 1.2343, 1.2344, 1.2379 und 1.7225
Alle Preise auf einen Blick. Immer 2% Online-Rabatt und Lieferung frei Haus ab 250€.
Edelstahl, Flachstahl, Präzisionsflachstahl, Stahlplatten oder Werkzeugstahl - wir sägen, schleifen, fräsen und bearbeiten mit engsten Toleranzen gern auf die gewünschte Länge. Bei uns können Sie Stahl und Rohstahl inkl. Versand kaufen!
Ganze Platten oder Zuschnitt? Wir liefern alle Teile!
Im Online-Shop ist ihr Werkstoff nicht dabei oder Sie benötigen spezielle Maße? Dann senden Sie uns eine Anfrage über das Anfrageformular