Die Oberflächengüte von Stahl nach der spanenden Bearbeitung ist ein entscheidender Qualitätsparameter und beeinflusst maßgeblich Funktion, Verschleiß und Lebensdauer von Bauteilen. Eine zu raue Oberfläche kann zu erhöhtem Verschleiß, schlechteren Gleiteigenschaften, Kerbwirkung und Rissinitiierung oder Dichtigkeitsproblemen führen. Eine zu glatte Oberfläche kann aber auch nachteilig sein, etwa wenn Schmiermittel nicht mehr haften oder bei Beschichtungen die Haftung fehlt.
Aber woran erkennt man eine gute Oberflächengüte und wie beurteilt man sie?
Neben dem Messen kann eine eine haptische Beurteilung, aber auch eine visuelle Beurteilung mit bloßem Auge oder der Lupe bereits Aufschluss geben.
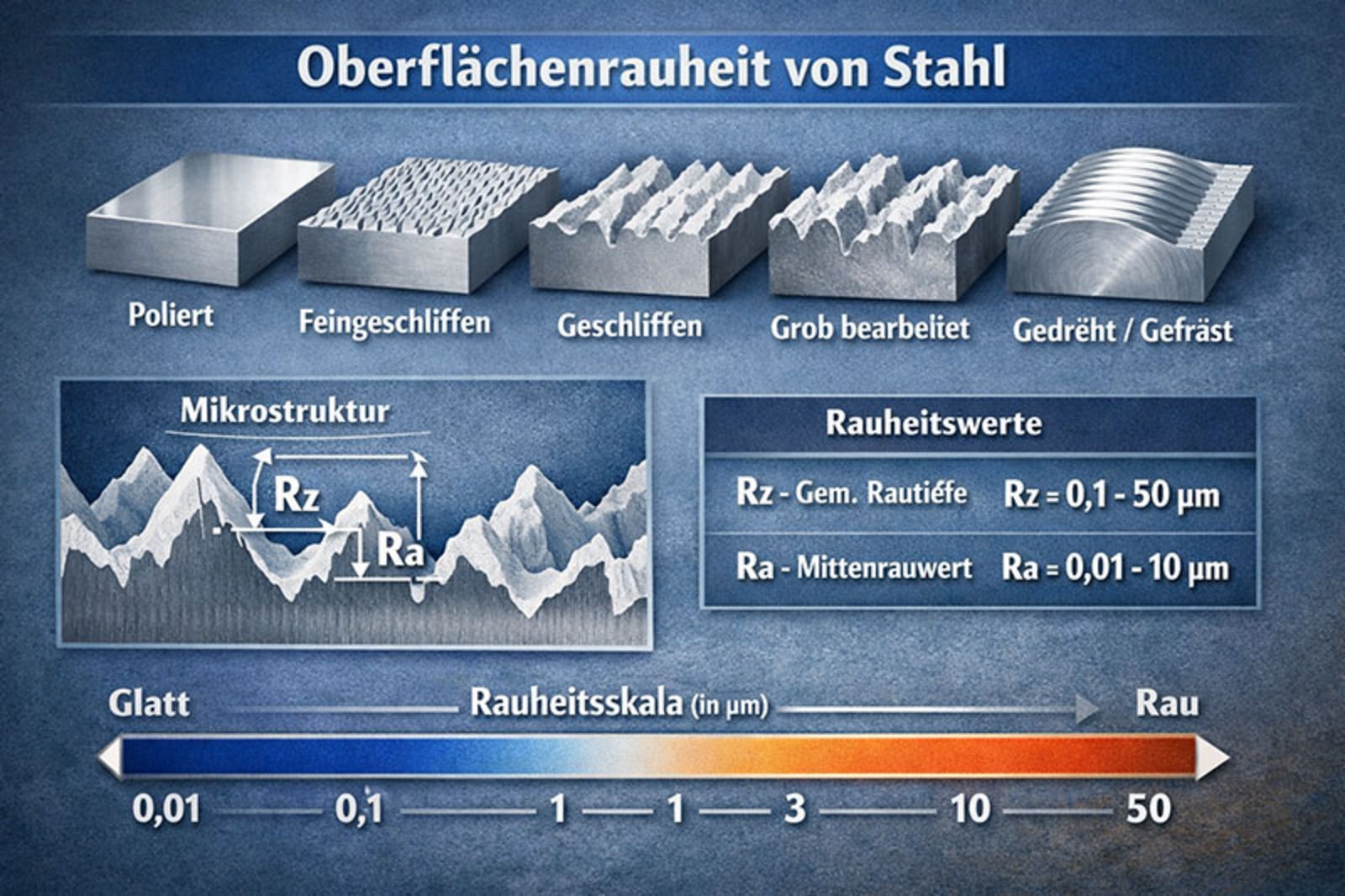
Glanz: Glatte Oberflächen reflektieren Licht gleichmäßig und erscheinen glänzend. Bearbeitungsspuren: Sichtbare Riefen, Kratzer oder Strukturen können auf größere Rauheit hindeuten! Gleichmäßigkeit: Unregelmäßige Muster oder Verfärbungen können auf Probleme hinweisen. Reflexion: Auch die Spiegelung eines Gegenstands zeigt, wie eben die Fläche ist. Grobe Richtwerte für die visuelle und taktile Erkennbarkeit finden Sie in der Tabelle. Generell wird die Oberflächengüte durch folgende Rauheitskennwerte charakterisiert:
Der am häufigsten verwendete Parameter. Der Wert gibt die mittlere Abweichung des Oberflächenprofils von der Mittellinie an, gemessen in Mikrometern.
Eigenschaften:
• sehr empfindlich gegenüber allen Oberflächenstrukturen
• extreme Spitzen oder Täler werden „gemittelt“ und fallen weniger ins Gewicht
• gut geeignet für Serienvergleiche und Trendbeobachtungeng
• international am weitesten verbreitet
Bildlich gesprochen:
Man fährt mit einem feinen Taststift über eine Oberfläche. Der Stift bewegt sich auf und ab. Ra gibt an, wie weit der Stift durchschnittlich von einer gedachten idealen Mittellinie abweicht - egal ob nach oben (Erhebung) oder unten (Vertiefung).
Beschreibt den mittleren Abstand zwischen den höchsten Erhebungen und tiefsten Tälern innerhalb einer Messstrecke.
Eigenschaften:
• reagiert stärker auf einzelne Ausreißer (Kratzer, Spitzen)
• gibt bessere Information über die tatsächliche „Höhenspanne“ der Oberfläche
• in Deutschland traditionell häufig verwendet
• sehr relevant für Dichtflächen oder wenn extreme Erhebungen kritisch sind
Bildlich gesprochen:
Die Messstrecke wird in typischerweise 5 gleiche Abschnitte unterteilt. In jedem Abschnitt misst du den Abstand vom höchsten Berg zum tiefsten Tal. Rz ist dann der Durchschnitt dieser 5 Werte.
Rq ist die Quadratwurzel aus dem Mittelwert der quadrierten Abweichungen vom Mittelwert.
Eigenschaften:
• häufiger in der optischen Messtechnik verwendet als Ra
• wenn große Abweichungen kritischer sind (z.B. bei Verschleißbetrachtungen)
• International in der Forschung verbreitet
• bei einer sehr gleichmäßigen Oberfläche: Rq ≈ Ra × 1,11
• bei einer Oberfläche mit vielen Ausreißern kann Rq deutlich größer als Ra sein
Bildlich gesprochen:
Stell dir vor, du misst mit dem Taststift über die Oberfläche. Aber diesmal quadrierst du jede Abweichung, bildest dann den Mittelwert und ziehst am Ende die Wurzel. Warum ist das wichtig? Durch das Quadrieren werden große Abweichungen überproportional stärker gewichtet als kleine.
Rt ist der absolute Abstand zwischen dem höchsten Punkt und dem tiefsten Punkt innerhalb der gesamten Messstrecke. Unterschied zu Rz: Rz: Teilt die Messstrecke in 5 Abschnitte und mittelt die 5 einzelnen „Berg-zu-Tal“-Abstände
Rt: Nimmt nur die beiden extremsten Punkte der gesamten Messstrecke
Bildlich gesprochen:
Du fährst mit dem Taststift über die gesamte Messlänge und merkst dir den „allergrößten Berg“ und das „tiefste Tal“. Rt ist der vertikale Abstand zwischen diesen beiden Extrempunkten.
Definition: Rmax ist identisch mit Rt nach alter DIN-Norm. Der Begriff wird heute nicht mehr in modernen ISO-Normen verwendet, kommt aber in älteren Zeichnungen und Normen noch vor.
| Wert | Charaktiersierung | wann verwenden? |
| Ra | Mittelwert, „glättend“ | Standardwert, Serienvergleiche, allgemeine Oberflächenbewertung |
| Rz | gemittelte Extremwerte | deutsche Norm, wenn Spitzen/Täler wichtiger sind |
| Rq | quadratischer Mittelwert | Forschung, optische Messung, wenn große Abweichungen kritisch sind |
| Rt | absolutes Maximum | Worst-case-Betrachtung, kritische Anwendungen |
| Rmax | = Rt (veraltet) | Nur bei alten Zeichnungen |
Jedes Fertigungsverfahren erzeugt eine charakteristische Oberflächengüte. Die Auswahl des Verfahrens richtet sich nach funktionalen Anforderungen (welche Rauheit ist nötig?), Wirtschaftlichkeit (feinschleifen ist teurer als schruppen), Werkstoff (nicht jedes Verfahren eignet sich für jeden Werkstoff), Geometrie (komplexe Formen lassen sich nicht immer schleifen) und Stückzahl (Serienverfahren vs. Einzelfertigung).
Man stelle sich eine geschliffene Welle vor.
Die Messung ergibt:
Ra = 0,8 µm (schön glatt im Durchschnitt)
Rz = 4,5 µm (normale Berg-Tal-Abstände)
Rt = 15 µm (ein einzelner tiefer Kratzer!)
Das sagt aus, dass die Oberfläche grundsätzlich gut ist (Ra klein), es aber einen problematischen Kratzer (Rt groß) gibt. Dieser Kratzer könnte z.B.
• bei einer Dichtung zum Leck führen
• als Rissausgangspunkt dienen
• bei einer Gleitfläche zum Verschleiß führen
Ra alleine hätte das Problem möglicherweise „übersehen“, weil der Kratzer beim Mittelwert kaum auffällt!
| Verfahren | durchschnittliche Messwerte | Anmerkungen | |
| SPANENDE VERFAHREN | |||
| drehen | schruppen schlichten feindrehen | Ra 3,2 - 12,5 µm Ra 0,8 - 3,2 µm Ra 0,2 - 0,8 µm | Oberflächengüte hängt stark vom Vorschub, Werkzeug-Eckenradius und Schnitttiefe ab |
| bohren | Ra 1,6 - 6,3 µm | schlechtere Werte als beim Drehen, da der Bohrer an den Rändern unterschiedliche Schnittgeschwindigkeiten hat | |
| reiben | Ra 0,4 - 1,6 µm | Nachbearbeitung gebohrter Löcher für bessere Oberfläche und Maßgenauigkeit | |
| hobeln/stoßen | Ra 1,6 - 6,3 µm | heute seltener eingesetzt | |
| räumen | Ra 0,8 - 3,2 µm | sehr gute Oberflächen bei Verzahnungen oder Profilen möglich | |
| sägen | Ra 6,3 - 25 µm | meist nur Trennvorgang, rauere Oberfläche akzeptabel | |
| ABTRAGENDE VERFAHREN | |||
| läppen | Ra 0,05 - 0,4 µm | Feinstbearbeitung mit losem Korn für höchste Genauigkeit, sehr glatte, matte Oberfläche | |
| honen | Ra 0,1 - 1,6 µm | typisch für Zylinderlaufbahnen, erzeugt charakteristische Kreuzschliffstruktur für Ölhaltung | |
| polieren | Ra < 0,1 µm möglich | Hochglanzoberflächen, mechanisch oder elektrochemisch | |
| strahlspanen | Wasserstrahl Laserstrahl | Je nach Verfahren Ra 0,8 - 12,5 µm | |
| UMFORMENDE VERFAHREN | |||
| walzen | kaltwalzen warmwalzen | Ra 0,2 - 1,6 µm Ra 3,2 - 12,5 µm | Oberflächengüte der Walzen überträgt sich aufs Werkstück |
| schmieden | gesenkschmieden freiformschmieden | Ra 6,3 - 25 µm Ra 12,5 - 50 µm | sehr rau, meist Nachbearbeitung nötig |
| tiefziehen / blechumformen | Ra 0,4 - 3,2 µm | abbhängig von der Blechoberfläche und den Werkzeugen | |
| prägen | Ra 0,8 - 3,2 µm | kann sehr glatte Oberflächen erzeugen, gute Oberflächengüte durch Verdichtung | |

Die N-Klassen sind eine standardisierte Methode zur Angabe der Oberflächengüte nach ISO 1302. Sie stellen eine Alternative dar zur Angabe von Ra-Werten in Mikrometern, sind international aber weit weniger verbreitet als die Ra-Angabe.
Die N-Skala umfasst 12 Stufen und basiert auf dem arithmetischen Mittenrauwert Ra.
Jede Stufe entspricht etwa einer Verdopplung der Rauheit: siehe Tabelle
Mikrometer (Ra) | N-Klassen | Anmerkungen |
0,025 | 1 | Hochglanzpolierte, extrem glatte Oberfläche, nahezu spiegelglatte Fläche. Mit bloßem Auge oder Finger sind keine Unebenheiten wahrnehmbar. Die Herstellung ist sehr aufwendig und teuer und nur durch mehrfaches Läppen, Polieren oder spezielle Schleifverfahren erreichbar. Verwendet für optische Komponenten (Linsen, Spiegel, Prismen), Halbleiterwafer in der Chipproduktion, Präzisionsmessflächen (Endmaße, Messplatten), |
0,05 | 2 | Sehr feine, glänzende und nahezu spiegelähnliche Oberfläche (aber noch keine optische Qualität) erreicht durch Läppen, Feinschleifen oder Polieren. Mit den Fingern sind keine Unebenheiten spürbar. Bearbeitungsspuren sind mit bloßem Auge nicht mehr erkennbar. Typischerweise erreicht durch Feinschleifen, Honen oder Polieren. Verwendet für feingeschliffene Walzen, Präzisionslagerflächen (Kugellager-Laufbahnen), hochwertige Dichtflächen bei Hydraulikzylindern, |
0,1 | 3 | Sehr glatte, feine und glänzende Oberfläche erreicht durch Läppen, Feinschleifen, Polieren oder Honen. Mit den Fingern sind nahezu keine Unebenheiten spürbar. Bearbeitungsspuren sind mit bloßem Auge kaum noch sichtbar. Verwendet für feingeschliffene Führungsbahnen an Werkzeugmaschinen, hochwertige Dichtflächen, Präzisionswellen für Gleitlager, hochwertige Spritzgussformen, Messgeräte. Diese Qualität wird oft für Funktionsflächen verwendet, wo Dichtheit, geringe Reibung oder Präzision wichtig sind. |
0,2 | 4 | Feine, hochwertige Oberfläche, die sich sehr glatt anfühlt und leicht matt-seidig glänzt erreicht durch Läppen, Polieren, Honen oder Feinschleifen. Mit den Fingern kaum Unebenheiten spürbar. Bearbeitungsspuren sind nur bei genauem Hinsehen erkennbar. Verwendet für feingeschliffene Maschinenflächen (z.B. Flansche, Anlageflächen), Kolbenstangen von Hydraulikzylindern, Gleitflächen mit moderaten Anforderungen, Präzisionsdrehteile nach Feinbearbeitung. Diese Qualität wird häufig für Funktionsflächen genutzt, wo gute (aber noch nicht kritische) Gleiteigenschaften oder ordentliche Dichtheit gefordert sind. |
0,4 | 5 | Die hochwertige Oberfläche fühlt sich glatt an mit leichtem mattem Glanz, erreicht durch Schleifen , Feindrehen, Schmirgelpolieren, Läppen oder Grobhonen. Bearbeitungsspuren sind nur bei genauem Hinsehen erkennbar und nahezu nicht spürbar. Verwendet für geschliffene Wellen für Radial-Wellendichtringe, Lagersitze für Wälzlager, Dichtflächen, feingedrehte Oberflächen mit Hartmetallwerkzeugen. Typische Qualität für Funktionsflächen mit moderaten Anforderungen an Dichtheit oder Laufruhe oder wenn die Glätte von großer Bedeutung ist. |
0,8 | 6 | Fein bearbeitete hochwertige Oberfläche, die matt-seidig wirkt und sich glatt anfühlt, erreicht durch Schleifen oder präzises Drehen. Gehobene Standardqualität. Leichte Strukturen sind noch fühlbar. Bearbeitungsspuren sind sichtbar, aber fein. Verwendet für Teile, die keine kontinuierliche Bewegung oder große Lasten erfordern, geschliffene Führungen an Maschinen, Flanschflächen mit Dichtungsanforderungen, feingedrehte Passungsflächen, geläppte Ventilsitze. |
1,6 | 7 | Standardqualität für viele Maschinenbauteile! Die Oberfläche ist matt und leicht strukturiert, erreicht durch Schleifen. Man spürt feine, gleichmäßige Strukturen. Schleifspuren sind erkennbar, aber fein und gleichmäßig. Verwendet für normal geschliffene Flächen, Passflächen für Lager und Dichtungen, Wellen nach dem Rundschleifen, Verzahnungen nach dem Schleifen. |
3,2 | 8 | Die Oberfläche wirkt matt mit sichtbaren, aber feinen Bearbeitungsspuren, erreicht durch Drehen oder Fräsen. Drehrillen oder Fräsmarken sind deutlich sichtbar und fühlbar. Verwendet für gedrehte Wellen ohne Nachbearbeitung, gefräste Anlageflächen, gebohrte und aufgeriebene Passbohrungen, Konstruktionsflächen mit leicht erhöhten Anforderungen, gute Qualität für nicht-kritische Funktionsflächen oder hochwertige Konstruktionsflächen. |
6,3 | 9 | Die Oberfläche wirkt matt und hat sichtbare Bearbeitungsspuren, erreicht z.B. durch Flächenschleifen, Scheibenschleifen, Fräsen oder Bohren. Mit dem Finger spürt man leichte Strukturen von Drehrillen oder Fräsmarken. Standard-Qualität der spanenden Fertigung für die meisten nicht-kritischen Bauteile in der Mechanik. Verwendet für Freiflächen mit Belastungsanforderungen und Konstruktionsgenehmigungen, normal gedrehte oder gefräste Flächen (häufigste Qualität!), gebohrte Löcher nach dem Bohren, allgemeinen Konstruktionsflächen ohne besondere Anforderungen, geschweißte Bauteile nach leichter Nachbearbeitung |
12,5 | 10 | Die Oberfläche wirkt matt und strukturiert und die Bearbeitungsspuren sind klar erkennbar. Es handelt sich um raue, minderwertige Oberflächen, die durch grobe Vorschübe und schwere Schnitte beim Drehen und Fräsen entstehen. Man fühlt und erkennt deutliche Strukturen – bei gedrehten Teilen die typischen Drehrillen, bei gefrästen Flächen die Fräsmarken. Typische Qualität für nicht-kritische Flächen, die keine besonderen Anforderungen an Dichtheit oder Reibung haben. Verwendet für normal gefräste oder gedrehte Flächen ohne besondere Anforderungen, Bohrungen nach dem Bohren (ohne Nachbearbeitung), geschlichtete Gussteile, standardbearbeitete Konstruktionsflächen |
25,0 | 11 | Die raue minderwertige Oberfläche sieht matt aus. Deutliche Bearbeitungsspuren (Fräsmarken, Drehrillen) und Strukturen, die durch Sägen oder grobes Schmieden entstehen, sind klar sichtbar und fühlbar. Verwendet für grobgefräste Flächen ohne Nachbearbeitung, grobgedrehte Wellen (sichtbare Drehrillen), sandgestrahlte Oberflächen, grobe Gussteile nach leichter Bearbeitung |
50,0 | 12 | Sehr raue und grobe Oberfläche mit sehr deutlich fühlbaren und sichtbaren Strukturen. Verwendet für gesägte Flächen (z.B. Metallrohre nach dem Ablängen), grobe Sandguss- oder Schmiedeteile im Rohzustand, gebrochene oder gescherte Kanten, flammgeschnittene Bleche |
In unserem Online-Shop finden Sie Standardabmessungen in 25 Werkstoffen und über 13000 Abmessungen inkl. MwSt. und Versand, u.a. auch 1.2312, 1.2343, 1.2344, 1.2379 und 1.7225
Alle Preise auf einen Blick. Immer 2% Online-Rabatt und Lieferung frei Haus ab 250€.
Edelstahl, Flachstahl, Präzisionsflachstahl, Stahlplatten oder Werkzeugstahl - wir sägen, schleifen, fräsen und bearbeiten mit engsten Toleranzen gern auf die gewünschte Länge. Bei uns können Sie Stahl und Rohstahl inkl. Versand kaufen!
Ganze Platten oder Zuschnitt? Wir liefern alle Teile!
Im Online-Shop ist ihr Werkstoff nicht dabei oder Sie benötigen spezielle Maße? Dann senden Sie uns eine Anfrage über das Anfrageformular